
مصنوعات زمرہ
- ایف ایم ٹرانسمیٹر
- 0-50w 50w-1000w 2kw-10kw 10kw +
- ٹی وی ٹرانسمیٹر
- 0-50w 50-1kw 2kw-10kw
- ایف ایم اینٹینا
- ٹی وی انٹینا
- انٹینا آلات
- کیبل رابط پاور Splitter ڈمی لوڈ
- RF ٹرانجسٹر
- بجلی کی فراہمی
- آڈیو سازوسامان
- DTV فرنٹ اختتام سامان
- لنک کا نظام
- STL کا نظام مائیکرو ویو لنک کے نظام
- ایف ایم ریڈیو
- بجلی میٹر
- دیگر مصنوعات
- کورونا وائرس کے لئے خصوصی
مصنوعات ٹیگز
FMUSER سائٹس
- es.fmuser.net
- it.fmuser.net
- fr.fmuser.net
- de.fmuser.net
- af.fmuser.net -> افریقی
- sq.fmuser.net -> البانی
- ar.fmuser.net -> عربی
- hy.fmuser.net -> آرمینیائی۔
- az.fmuser.net -> آذربائیجان
- eu.fmuser.net -> باسکٹ
- be.fmuser.net -> بیلاروس
- bg.fmuser.net -> بلغاریائی
- ca.fmuser.net -> کاتالان
- zh-CN.fmuser.net -> چینی (آسان)
- zh-TW.fmuser.net -> چینی (روایتی)
- hr.fmuser.net -> کروشین
- cs.fmuser.net -> چیک
- da.fmuser.net -> ڈینش
- nl.fmuser.net -> ڈچ
- et.fmuser.net -> اسٹونین
- tl.fmuser.net -> فلپائنی
- fi.fmuser.net -> فینیش
- fr.fmuser.net -> فرانسیسی
- gl.fmuser.net -> گالیشین
- ka.fmuser.net -> جارجیائی
- de.fmuser.net -> جرمن
- el.fmuser.net -> یونانی
- ht.fmuser.net -> ہیتی کریول
- iw.fmuser.net -> عبرانی
- hi.fmuser.net -> ہندی
- hu.fmuser.net -> ہنگری
- is.fmuser.net -> آئس لینڈی
- id.fmuser.net -> انڈونیشی
- ga.fmuser.net -> آئرش
- it.fmuser.net -> اطالوی
- ja.fmuser.net -> جاپانی
- ko.fmuser.net -> کورین
- lv.fmuser.net -> لیٹوین
- lt.fmuser.net -> لتھوانیائی
- mk.fmuser.net -> مقدونیائی
- ms.fmuser.net -> مالائی
- mt.fmuser.net -> مالٹیائی
- no.fmuser.net -> ناروے
- fa.fmuser.net -> فارسی
- pl.fmuser.net -> پولش
- pt.fmuser.net -> پرتگالی
- ro.fmuser.net -> رومانیہ
- ru.fmuser.net -> روسی
- sr.fmuser.net -> سربیا
- sk.fmuser.net -> سلوواک
- sl.fmuser.net -> سلووینیائی۔
- es.fmuser.net -> ہسپانوی
- sw.fmuser.net -> سواحلی
- sv.fmuser.net -> سویڈش
- th.fmuser.net -> تھائی
- tr.fmuser.net -> ترکی
- uk.fmuser.net -> یوکرائنی
- ur.fmuser.net -> اردو
- vi.fmuser.net -> ویتنامی
- cy.fmuser.net -> ویلش
- yi.fmuser.net -> یدش
پی سی بی مینوفیکچرنگ کا عمل | پی سی بی بورڈ بنانے کے 16 اقدامات
"پی سی بی کی صنعت میں پی سی بی گھڑاؤ بہت ضروری ہے ، اس کا پی سی بی کے ڈیزائن سے بہت گہرا تعلق ہے ، لیکن کیا آپ واقعی پی سی بی کی تیاری میں پی سی بی کے سبھی جعلی اقدامات جانتے ہیں؟ اس شیئر میں ، ہم آپ کو پی سی بی کی تیاری کے عمل میں 16 مراحل دکھائیں گے۔ یہ بھی شامل ہے کہ وہ پی سی بی کے من گھڑت عمل میں کیا کام کرتے ہیں اور وہ کیسے کام کرتے ہیں ----- FMUSER "
شیئرنگ کیئرنگ ہے!
مرحلہ نمبر 1: پی سی بی ڈیزائن - ڈیزائننگ اور آؤٹ پٹ
مرحلہ نمبر 2: پی سی بی فائل پلاٹنگ - پی سی بی ڈیزائن کی فلم جنریشن
مرحلہ نمبر 3: اندرونی پرتوں امیجنگ کی منتقلی - اندرونی تہوں پرنٹ کریں
مرحلہ نمبر 4: کاپر ایچنگ - ناپسندیدہ کاپر ہٹانا
مرحلہ نمبر 5: پرتوں کی صف بندی - ایک ساتھ مل کر پرتوں کو چکانا
مرحلہ نمبر 6: سوراخوں کی سوراخ کرنے والی - اجزاء کو جوڑنے کے ل.
مرحلہ نمبر 7: خودکار نظری معائنہ (صرف ملٹی لیئر پی سی بی)
مرحلہ نمبر 8: آکسائڈ (ملٹی لیئر پی سی بی صرف)
مرحلہ نمبر 9: بیرونی پرت پرت اور آخری پٹی
مرحلہ نمبر 10: ٹانکا لگانا ماسک ، سلکس اسکرین ، اور سطح ختم
مرحلہ نمبر 12: برقی ٹیسٹ - فلائنگ تحقیقات کی جانچ
مرحلہ نمبر 13: تانے بانے - پروفائلنگ اور وی اسکورنگ
مرحلہ نمبر 14: مائکروسیسیشن - اضافی مرحلہ
مرحلہ نمبر 15: حتمی معائنہ۔ پی سی بی کوالٹی کنٹرول
مرحلہ نمبر 16: پیکیجنگ - اپنی ضرورت کی خدمت کرتا ہے
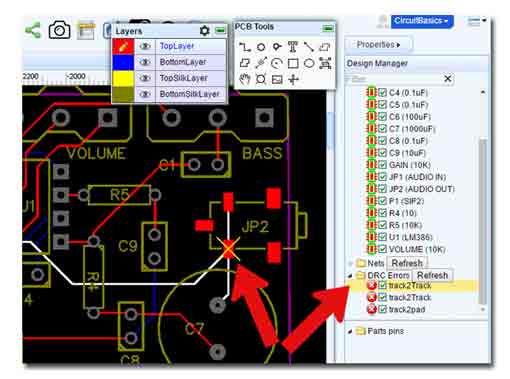
چھپی ہوئی سرکٹ بورڈ ڈیزائن
سرکٹ بورڈ ڈیزائننگ اینچنگ کے عمل کا ابتدائی مرحلہ ہے جبکہ سی اے ایم انجینئر مرحلہ ایک نئے پرنٹ شدہ سرکٹ بورڈ کی پی سی بی مینوفیکچرنگ کا پہلا قدم ہے ،ڈیزائنر ضرورت کا تجزیہ کرتا ہے اور مناسب اجزاء جیسے پروسیسر ، بجلی کی فراہمی وغیرہ کا انتخاب کرتا ہے۔ ایک ایسا بلیو پرنٹ بنائیں جو تمام ضروریات کو پورا کرتا ہو۔

لیکن ، ہمیشہ یاد رکھیں کہ سرکٹ بورڈز پی سی بی ڈیزائن سافٹ ویئر کا استعمال کرتے ہوئے ڈیزائنر کے ذریعہ تیار کردہ پی سی بی ترتیب کے ساتھ سختی سے ہم آہنگ ہونا چاہئے۔ اگر آپ ڈیزائنر ہیں تو ، آپ کو اپنے معاہدہ کارخانہ دار کو پی سی بی ڈیزائن سافٹ ویئر ورژن کے بارے میں مطلع کرنا چاہئے جو سرکٹ کو ڈیزائن کرنے کے لئے استعمال کیا جاتا ہے کیونکہ اس سے پی سی بی کی جعلی سازی سے قبل تضادات کی وجہ سے پیدا ہونے والے امور سے بچنے میں مدد ملتی ہے۔
ایک بار جب ڈیزائن تیار ہوجائے تو ، اسے ٹرانسفر پیپر پر پرنٹ کریں۔ اس بات کو یقینی بنائیں کہ کاغذ کے چمکدار رخ کے اندر ڈیزائن فٹ ہوجائے گا۔
پی سی بی مینوفیکچرنگ ، پی سی بی کے ڈیزائن ، وغیرہ میں پی سی بی کی بہت سی اصطلاحات بھی موجود ہیں آپ کو پی سی بی کی کچھ اصطلاحات کو نیچے والے صفحے سے پڑھنے کے بعد پرنٹ شدہ سرکٹ بورڈ کی بہتر تفہیم ہوسکتی ہے!
مزید پڑھئے: پی سی بی اصطلاحات کی لغت (ابتدائی دوستانہ) | پی سی بی ڈیزائن
عام طور پر ، ڈیٹا ایک فائل فارمیٹ میں آتا ہے جسے ایکسٹینڈ جیربر (گیربر کو RX274x بھی کہا جاتا ہے) کے نام سے جانا جاتا ہے ، جو سب سے زیادہ استعمال ہونے والا پروگرام ہے ، حالانکہ دوسرے فارمیٹس اور ڈیٹا بیس استعمال کیے جاسکتے ہیں۔
ایک بار جب پی سی بی کے لئے ڈیزائن ترتیب کو گیربر ایکسٹینڈڈ سوفٹ ویئر میں کھلایا گیا ہے تو ، غلطیوں کو یقینی بنانے کے لئے ڈیزائن کے تمام مختلف پہلوؤں پر نگاہ ڈالی جائے گی۔
مکمل جانچ پڑتال کے بعد ، پی سی بی کا مکمل ڈیزائن پی سی بی کے گھریلو سازوسامان میں لے جایا جاتا ہے۔ پہنچتے ہی ، اس ڈیزائن پر منوانے والا دوسرا چیک کرواتا ہے ، جسے ڈیزائن برائے مینوفیکچر (ڈی ایف ایم) چیک کہا جاتا ہے ، جس سے یہ یقینی بنایا جاتا ہے:
● پی سی بی ڈیزائن قابل تیار ہے
● پی سی بی ڈیزائن مینوفیکچرنگ کے عمل کے دوران کم سے کم رواداری کی ضروریات کو پورا کرتا ہے
▲ واپس ▲
بھی پڑھیں: چھپی ہوئی سرکٹ بورڈ (پی سی بی) کیا ہے؟ آپ سب جاننے کی ضرورت ہے
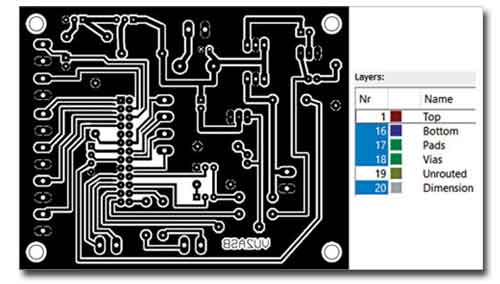
مرحلہ 2: پی سی بی فائل پلاٹنگ - پی سی بی ڈیزائن کی فلم جنریشن
ایک بار جب آپ اپنے پی سی بی ڈیزائن پر فیصلہ کرلیں تو اگلا مرحلہ اس کو پرنٹ کرنا ہے۔ یہ عام طور پر درجہ حرارت اور نمی سے چلنے والے بلیک روم میں ہوتا ہے۔ پی سی بی فوٹو فلم کی مختلف پرتوں کو فلم کی ہر شیٹ میں عین مطابق رجسٹریشن سوراخوں کی چھدرن کے ذریعہ جوڑ دیا گیا ہے۔ یہ فلم تانبے کے راستے کا نقشہ بنانے میں مدد کے لئے بنائی گئی ہے۔
ترکیب: بطور پی سی بی ڈیزائنر ، آپ کی پی سی بی کی اسکیمیٹک فائلوں کو آؤٹ پٹ کرنے کے بعد ، مینوفیکچررز کو ڈی ایف ایم چیک کرنے کے لئے یاد دلانا نہ بھولیں۔
ایک خصوصی پرنٹر جسے لیزر فوٹوپلٹر کہا جاتا ہے عام طور پر پی سی بی پرنٹنگ میں استعمال ہوتا ہے ، حالانکہ یہ لیزر پرنٹر ہے ، یہ معیاری لیزر جیٹ پرنٹر نہیں ہے۔
لیکن فلم بندی کا یہ عمل اب منیٹورائزیشن اور تکنیکی ترقی کے ل adequate کافی نہیں ہے۔ یہ کچھ طریقوں سے متروک ہوتا جارہا ہے۔
لیزر فوٹوپلٹر بورڈ کا ڈیٹا لیتا ہے اور اسے پکسل کی شبیہ میں تبدیل کرتا ہے ، پھر ایک لیزر اسے فلم پر لکھتا ہے اور بے نقاب فلم آپریٹر کے لئے خود بخود تیار اور ان لوڈ ہوجاتی ہے۔
پلاسٹک کی شیٹ میں حتمی مصنوع کا نتیجہ سیاہ سیاہی میں پی سی بی کی منفی تصویر کے ساتھ ہے۔ پی سی بی کی اندرونی پرتوں کے ل black ، سیاہی سیاہی پی سی بی کے کنڈویٹو تانبے کے حصوں کی نمائندگی کرتی ہے۔ شبیہہ کا باقی واضح حصہ غیر محافظ مواد کے علاقوں کی نشاندہی کرتا ہے۔ بیرونی پرتیں مخالف طرز پر چلتی ہیں: تانبے کے لئے صاف ، لیکن سیاہ رنگ اس علاقے سے مراد ہے جو دور ہوجائے گا۔ پلاٹر خود بخود فلم تیار کرتا ہے ، اور کسی بھی ناپسندیدہ رابطے کو روکنے کے لئے فلم کو محفوظ طریقے سے محفوظ کیا جاتا ہے۔
پی سی بی اور سولڈر ماسک کی ہر پرت اپنی واضح اور سیاہ فلمی چادر وصول کرتی ہے۔ مجموعی طور پر ، دو پرت والے پی سی بی کو چار شیٹ کی ضرورت ہے: دو تہوں کے لئے اور دو سولڈر ماسک کے لئے۔ اہم بات یہ ہے کہ تمام فلموں کو ایک دوسرے سے بالکل مساوی ہونا پڑتا ہے۔ ہم آہنگی میں استعمال ہونے پر ، وہ پی سی بی سیدھ کا نقشہ بناتے ہیں۔
تمام فلموں کی کامل سیدھ حاصل کرنے کے ل registration ، تمام فلموں کے ذریعہ رجسٹریشن کے سوراخوں کو چھونکنا چاہئے۔ سوراخ کی درستگی اس ٹیبل کو ایڈجسٹ کرکے ہوتی ہے جس پر فلم بیٹھتی ہے۔ جب ٹیبل کے چھوٹے چھوٹے انشانکن ایک زیادہ سے زیادہ میچ کی طرف لے جاتے ہیں تو ، سوراخ پر مکے لگائے جاتے ہیں۔ امیجنگ کے عمل کے اگلے مرحلے میں رجسٹریشن پنوں میں سوراخ فٹ ہوجائیں گے۔
مزید پڑھئے: سوراخ بمقابلہ سطح ماؤنٹ کے ذریعے | مختلف کیا ہے؟
▲ واپس ▲
یہ قدم صرف ان بورڈوں پر لاگو ہوتا ہے جن میں دو سے زیادہ تہوں ہوتے ہیں۔ سادہ دو پرت والے بورڈز ڈرلنگ کے لئے آگے بڑھ جاتے ہیں۔ ایک سے زیادہ پرت والے بورڈز کو مزید اقدامات کی ضرورت ہوتی ہے۔
پہلا قدم تانبے کو صاف کرنا ہے۔
پی سی بی کی تعمیر میں ، صفائی اہمیت کا حامل ہے۔ تانبے کے رخ والے ٹکڑے ٹکڑے کو صاف کرکے ایک غیر منقولہ ماحول میں منتقل کردیا گیا ہے۔ ہمیشہ اس بات کو یقینی بنانا یاد رکھیں کہ اس سطح پر کوئی دھول نہ آجائے جہاں اس سے پی سی بی کی تکمیل شدہ شارٹ یا اوپن سرکٹ ہوسکے۔
کلین پینل کو فوٹو سیورسٹ فلم کی ایک پرت موصول ہوتی ہے جسے فوٹو اسٹراسٹ کہتے ہیں۔ پرنٹر طاقتور UV لیمپ استعمال کرتا ہے جو تانبے کی نمونہ کی وضاحت کے لئے واضح فلم کے ذریعے فوٹو اسٹورسٹ کو سخت کرتا ہے۔
یہ فوٹو فلموں سے لے کر فوٹو گرافر تک ایک عین مطابق میچ کو یقینی بناتا ہے۔
آپریٹر پہلی فلم کو پنوں پر لوڈ کرتا ہے ، پھر لیپت پینل پھر دوسری فلم۔ پرنٹر کے بستر میں رجسٹریشن کی پین ہے جس میں فوٹو ٹولز اور پینل میں سوراخ ملتے ہیں ، اس بات کو یقینی بناتے ہیں کہ اوپر اور نیچے کی پرتیں بالکل سیدھے ہیں۔
فلم اور بورڈ میں صف آراء ہوتے ہیں اور UV لائٹ کا ایک دھماکہ وصول ہوتا ہے۔ روشنی فلم کے واضح حصوں سے گزرتی ہے ، اور تانبے پر فوٹو اسٹورسٹ کو سخت کرتی ہے۔ پلاٹر کی سیاہی سیاہی روشنی کو ان علاقوں تک پہنچنے سے روکتی ہے جس کا مقصد سختی نہیں ہے اور انہیں ہٹانے کا فیصلہ کیا جاتا ہے۔
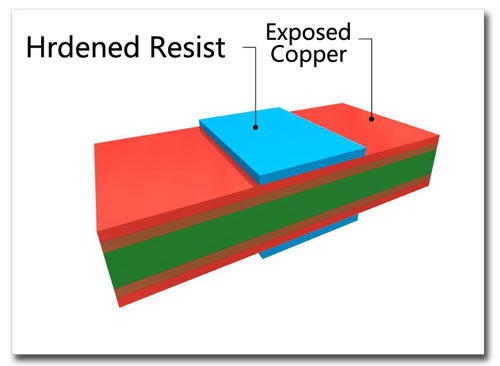
سیاہ فام علاقوں کے تحت ، مزاحمت بلا روک ٹوک ہے۔ کلوروم پیلے رنگ کی روشنی کا استعمال کرتا ہے کیونکہ فوٹو اسٹراسٹ یووی لائٹ کے لئے حساس ہوتا ہے۔

مصنوعات کاپر کے علاقوں کو صحیح طریقے سے ڈھانپنے کے ساتھ مزاحمت کے ساتھ ابھری ہے جس کا مطلب آخری شکل میں رہنا ہے۔ ایک ٹیکنیشن بورڈوں کی جانچ پڑتال کرتا ہے تاکہ اس بات کا یقین کیا جاسکے کہ اس مرحلے کے دوران کسی قسم کی خرابی پیدا نہیں ہوتی ہے۔ اس مقام پر موجود تمام مزاحمات تانبے کی نشاندہی کرتے ہیں جو تیار شدہ پی سی بی میں سامنے آئیں گے۔
مزید پڑھئے: پی سی بی ڈیزائن | پی سی بی مینوفیکچرنگ پروسیس فلو چارٹ ، پی پی ٹی ، اور پی ڈی ایف
▲ واپس ▲
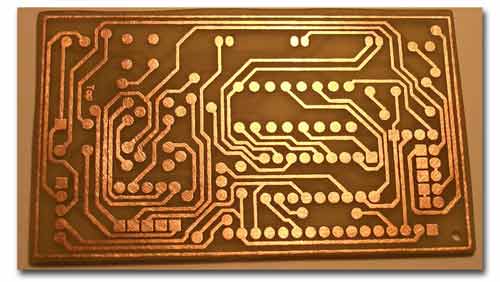
مرحلہ 4: کاپر ایچنگ - ناپسندیدہ کاپر کو ہٹانا
پی سی بی کے تانے بانے میں ، اینچنگ سرکٹ بورڈ سے ناپسندیدہ تانبے (کیو) کو ہٹانے کا عمل ہے۔ ناپسندیدہ تانبے نان سرکٹ تانبے کے سوا کچھ نہیں ہے جو بورڈ سے ہٹا دیا جاتا ہے۔ نتیجے کے طور پر ، مطلوبہ سرکٹ پیٹرن حاصل کیا جاتا ہے۔ اس عمل کے دوران ، بیس تانبے یا اسٹارٹ تانبے کو بورڈ سے ہٹا دیا جاتا ہے۔
غیر مہذب فوٹو اسٹورسٹ کو ہٹا دیا گیا ہے اور سخت مزاحمت سے مطلوبہ تانبے کی حفاظت ہوتی ہے ، بورڈ ناپسندیدہ تانبے کو ہٹاتا ہے۔ ہم ضرورت سے زیادہ تانبے کو دھونے کے لئے تیزابیت کا استعمال کرتے ہیں. دریں اثنا ، جس تانبے کو ہم رکھنا چاہتے ہیں وہ تصویر کے خلاف مزاحمت کی پرت کے نیچے مکمل طور پر ڈھانپ رہے ہیں۔
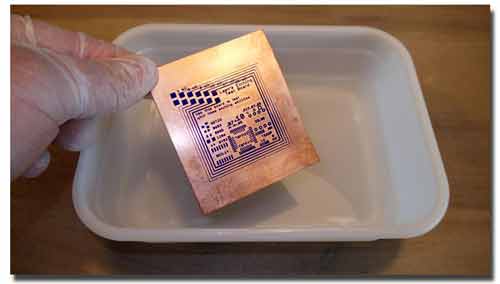
پی سی بی مینوفیکچر عام طور پر گیلے اینچنگ کے عمل کو استعمال کرتے ہیں۔ گیلے اینچنگ میں ، کیمیکل حل میں ڈوبنے پر ناپسندیدہ مواد تحلیل ہوجاتا ہے۔
گیلی اینچنگ کے دو طریقے ہیں:
● الکلائن اینچنگ (امونیاکل)
تیزابیت کا طریقہ پی سی بی میں اندرونی تہوں کو بند کرنے کے لئے استعمال ہوتا ہے۔ اس طریقہ کار میں کیمیائی سالوینٹس شامل ہیں فیریک کلورائد (FeCl3) OR کپریک کلورائد (CuCl2).
الکلائن کا طریقہ پی سی بی میں بیرونی تہوں کو بند کرنے کے لئے استعمال ہوتا ہے۔ یہاں ، استعمال شدہ کیمیکلز ہیں کلورائد تانبے (CuCl2 کیسل ، 2H2O) + ہائیڈروکلورائڈ (HCl) + ہائیڈروجن پیرو آکسائیڈ (H2O2) + پانی (H2O) مرکب. الکلائن کا طریقہ ایک تیز عمل ہے اور تھوڑا سا مہنگا ہے۔
عمل کو احتیاط سے اس بات کا یقین کرنے کے لئے کنٹرول کیا جاتا ہے کہ تیار شدہ کنڈکٹر کی چوڑائی بالکل اسی طرح تیار کی گئی ہیں۔ لیکن ڈیزائنرز کو یہ معلوم ہونا چاہئے کہ موٹی تانبے کی ورقوں کو پٹریوں کے درمیان وسیع جگہ کی ضرورت ہے۔ آپریٹر احتیاط سے چیک کرتا ہے کہ تمام ناپسندیدہ تانبے کو ختم کردیا گیا ہے
ایک بار جب ناپسندیدہ تانبے کو ہٹا دیا جاتا ہے ، بورڈ کو اتارنے کے لئے کارروائی کی جاتی ہے جہاں بورڈ سے ٹن یا ٹن / دبلی پتلی یا فوٹو اسٹورسٹ ہٹا دیا جاتا ہے۔
اب ، کیمیکل حل کی مدد سے ناپسندیدہ تانبے کو ہٹا دیا گیا ہے۔ یہ حل سخت فوٹو گرافر کو نقصان پہنچائے بغیر اضافی تانبے کو نکال دے گا۔
مزید پڑھئے: فضلہ چھاپے ہوئے سرکٹ بورڈ کو دوبارہ سے کیسے چلائیں؟ | جو چیزیں آپ کو معلوم ہونا چاہ.
▲ واپس ▲
مرحلہ 5: پرت کی صف بندی - ایک ساتھ مل کر پرتوں کو چکانا
بورڈ کے اوپر اور نیچے کے اطراف کی بیرونی سطحوں کو ڈھکنے کے لئے تانبے کی ورق کی پتلی تہوں کے ساتھ مل کر ، پرتوں کے جوڑے پی سی بی بنانے کے ل to رکھے جاتے ہیں "سینڈویچ۔" تہوں کے تعلقات کو آسان بنانے کے ل each ، ہر پرت جوڑے کے درمیان "پریپریگ" کی چادر ہوگی۔ پریپریگ ایک فائبر گلاس مادے ہے جو ایپوسی رال سے رنگدار ہے جو لامینیشن کے عمل کی گرمی اور دباؤ کے دوران پگھل جائے گا۔ جیسے جیسے پریپریگ ٹھنڈا ہوتا ہے ، یہ پرت کے جوڑے کو ایک ساتھ باندھ لے گا۔
ایک کثیر پرت پی سی بی تیار کرنے کے لئے ، ایپروسی انفیوژن فائبر گلاس شیٹ کی متبادل پرتوں کو پریپریگ اور کنڈیوٹو کور میٹریل کہا جاتا ہے ، جو ہائیڈرولک پریس کا استعمال کرتے ہوئے اعلی درجہ حرارت اور دباؤ میں ایک ساتھ ٹکڑے ٹکڑے کر رہے ہیں۔ دباؤ اور گرمی پریپریگ کو پگھلنے اور تہوں کو ساتھ جوڑنے کا باعث بنتی ہے۔ ٹھنڈا ہونے کے بعد ، نتیجہ خیز مواد اسی مینوفیکچرنگ کے عمل کی پیروی کرتا ہے جیسے ڈبل رخا پی سی بی۔ مثال کے طور پر 4 پرت والے پی سی بی کا استعمال کرکے لیمینیشن کے عمل کے بارے میں مزید تفصیل یہ ہے:

بورڈ کو اکٹھا کرنا اس مرحلے کے دوران مختلف پرتوں پر سرکٹری کی صحیح سیدھ برقرار رکھنے کے ل detail تفصیل پر بہت زیادہ توجہ کی ضرورت ہوتی ہے۔ ایک بار جب یہ اسٹیک مکمل ہوجاتا ہے تو سینڈویچڈ پرتیں پرتدار ہوجاتی ہیں ، اور لامینیشن کے عمل کی حرارت اور دباؤ پرتوں کو مل کر ایک سرکٹ بورڈ میں شامل کردیتے ہیں۔
▲ واپس ▲
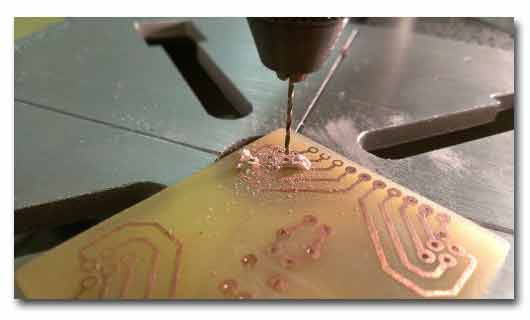
مرحلہ نمبر 6: سوراخوں کی سوراخ کرنے والی - اجزاء کو جوڑنے کے ل.
ویاس ، بڑھتے ہوئے ، اور دوسرے سوراخ پی سی بی کے ذریعے کھینچ جاتے ہیں (عام طور پر پینل کے ڈھیروں میں ، ڈرل کی گہرائی پر منحصر ہوتا ہے)۔ درستگی اور صاف ستھری دیواریں ضروری ہیں ، اور نفیس نظریات اس کی فراہمی کرتے ہیں۔
ڈرل کے اہداف کا مقام معلوم کرنے کے ل an ، ایک رے لوکیٹر مناسب ڈرل کے ہدف کے مقامات کی نشاندہی کرتا ہے۔ اس کے بعد ، زیادہ مخصوص سوراخوں کی سیریز کے لئے اسٹیک کو محفوظ بنانے کے لئے مناسب رجسٹریشن سوراخ غضب ہیں۔
سوراخ کرنے سے پہلے ، ٹیکنیشن ڈرل کے ہدف کے نیچے بفر میٹریل کا بورڈ رکھتا ہے تاکہ یہ یقینی بنایا جاسکے کہ صاف ستھرا قانون نافذ کیا گیا ہے۔ خارج ہونے والے مادے سے ڈرل کے خارج ہونے پر کسی بھی طرح کی غیر ضروری آنسو پھیلنے سے بچ جاتا ہے۔
ایک کمپیوٹر ڈرل کی ہر مائکرو حرکت کو کنٹرول کرتا ہے - یہ فطری ہے کہ مشینوں کے طرز عمل کو طے کرنے والی کوئی مصنوعات کمپیوٹر پر انحصار کرتی ہے۔ کمپیوٹر سے چلنے والی مشین اصلی ڈیزائن کی سوراخ کرنے والی فائل کو بور کرنے کے مناسب مقامات کی نشاندہی کرنے کیلئے استعمال کرتی ہے۔
ایک بار جب سوراخ کھودے جاتے ہیں تو وہ کیمیائی اور مکینیکل عمل کا استعمال کرکے صاف ہوجاتے ہیں تاکہ ڈرلنگ کی وجہ سے رال سمیر اور ملبے کو ہٹا دیں۔ بورڈ کی پوری بے نقاب سطح بشمول سوراخوں کے اندرونی حصے کو پھر کیمیائی طور پر تانبے کی ایک پتلی پرت سے لیپت کیا جاتا ہے۔ اس سے اگلے مرحلے میں اضافی تانبے کو سوراخوں میں اور سطح پر الیکٹروپلٹنگ کے لئے ایک دھاتی اڈ createsہ بنایا جاتا ہے۔
سوراخ کرنے والی خود کو مکمل کرنے کے بعد ، اضافی تانبے جو پروڈکشن پینل کے کناروں کو جوڑتا ہے ، کو کسی پروفائلنگ ٹول کے ذریعہ ہٹانا پڑتا ہے۔
▲ واپس ▲
مرحلہ 7: خودکار نظری معائنہ (صرف ملٹی لیئر پی سی بی)
لیمینیشن کے بعد ، اندرونی تہوں میں غلطیوں کو حل کرنا ناممکن ہے۔ لہذا بانڈنگ اور لامینیشن سے پہلے پینل کو خودکار نظری معائنہ کرنا پڑتا ہے۔ مشین لیزر سینسر کا استعمال کرتے ہوئے پرتوں کو اسکین کرتی ہے اور اس کی موازنہ اصل گیربر فائل کے ساتھ کرتی ہے تاکہ کوئی تضاد پیدا نہ ہو۔
تمام پرتیں صاف اور تیار ہونے کے بعد ، صف بندی کیلئے ان کا معائنہ کرنے کی ضرورت ہے۔ اندرونی اور بیرونی دونوں پرتوں کو سوراخ کرنے والوں کی مدد سے کھڑا کیا جائے گا جو پہلے کھوئے گئے تھے۔ آپٹیکل کارٹون مشین پرتوں کو سیدھے رکھنے کے ل the سوراخوں پر ایک پن ڈرل کرتی ہے۔ اس کے بعد ، معائنہ کے عمل سے یہ یقینی بنانا شروع ہوتا ہے کہ کوئی نقص نہیں ہے۔
پرت کی شبیہہ کے عمل کے دوران ہونے والے سب سے عام واقعات جس کے نتیجے میں ایک مختصر یا کھلی متعلقہ مسئلہ ہوتا ہے۔
● شبیہہ کو غلط طریقے سے بے نقاب کیا گیا ہے ، جس کی وجہ سے خصوصیات کے سائز میں اضافہ / کمی واقع ہوتی ہے۔
dry ناقص ڈرائی فلم چپکنے کے خلاف ہے جس کی وجہ سے کھڑے ہوئے پیٹرن میں نکس ، کٹوتی یا پن ہول ہوسکتے ہیں۔
● کاپر ہے زیرترقی، ناپسندیدہ تانبے کو چھوڑنا یا خصوصیت کے سائز یا شارٹس میں اضافے کا سبب بننا۔
● کاپر ہے زیادہ سے زیادہ، تانبے کی خصوصیات جو ضروری ہیں کو ہٹانا ، نمایاں سائز یا کمی کو پیدا کرنا۔
آخر کار ، AOI مینوفیکچرنگ کے عمل کا ایک اہم حصہ ہے جو پی سی بی کی درستگی ، معیار اور بروقت فراہمی کو یقینی بنانے میں مدد کرتا ہے۔
▲ واپس ▲
آکسائڈ (جسے عمل کے لحاظ سے بلیک آکسائڈ ، یا براؤن آکسائڈ کہا جاتا ہے)، ٹکڑے ٹکڑے کے تانبے کی کھردری میں اضافہ کرنے کے لامینیٹ بانڈ کی طاقت کو بہتر بنانے کے ل la ، لامینیٹ سے پہلے ملٹی لئر پی سی بی کی اندرونی تہہ ہے۔ ایک بار مینوفیکچرنگ کا عمل مکمل ہونے کے بعد ، اس عمل سے کسی بنیادی ماد baseہ کی پرتوں یا ٹکڑے ٹکڑے اور کوندکٹاوی ورق کے درمیان علیحدگی کو روکنے میں مدد ملتی ہے۔
مرحلہ 9: بیرونی پرت اچنگ اور حتمی پٹی
فوٹو اسٹورسٹ سٹرپنگ
ایک بار پینل چڑھا دیا گیا ہے کے بعد تصویر کے خلاف مزاحمت ناپسندیدہ ہو جاتا ہے اور اسے پینل سے دور کرنے کی ضرورت ہے۔ یہ ایک میں کیا جاتا ہے افقی عمل ایک خالص الکلین حل پر مشتمل ہے جو تصویر کے خلاف مزاحمت کو مؤثر طریقے سے ہٹاتا ہے جس سے پینل کے بیس تانبے کو مندرجہ ذیل اچنے والی عمل میں ہٹانے کے لئے بے نقاب کردیا جاتا ہے۔
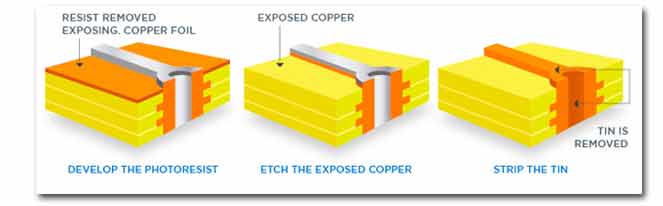
اس مرحلے کے درمیان ٹن مثالی تانبے کی حفاظت کرتا ہے۔ باقی مزاحمت کے نیچے تجربہ ہٹانے کے نیچے ناپسندیدہ بے نقاب تانبے اور تانبے۔ اس اینچنگ میں ، ہم ناپسندیدہ تانبے کو بند کرنے کے لئے اموناکال ایچینٹ کا استعمال کرتے ہیں. اس دوران میں ، اس مرحلے کے دوران ٹن مطلوبہ تانبے کو محفوظ کرتا ہے۔
چلانے والے علاقے اور رابطے اس مرحلے پر جائز طور پر آباد ہوجاتے ہیں۔
ٹن اتارنے
اینچنگ کے عمل کے بعد ، پی سی بی پر موجود تانبے کو اینچ ریسٹسٹ یعنی ٹن کے ذریعہ ڈھانپ دیا گیا ہے ، جس کی مزید ضرورت نہیں ہے۔ لہذا ، ہم آگے بڑھنے سے پہلے اسے ختم کردیتے ہیں۔ آپ ٹن کو ہٹانے کے ل concent توجہ مرکوز نائٹرک ایسڈ استعمال کرسکتے ہیں۔ ٹن کو ہٹانے کے لئے نائٹرک ایسڈ بہت کارآمد ہے ، اور ٹن دھات سے نیچے تانبے کے سرکٹ پٹریوں کو نقصان نہیں پہنچا ہے۔ اس طرح ، اب آپ کے پاس پی سی بی میں تانبے کی واضح الگ خاکہ موجود ہے۔
ایک بار جب پینل پر چڑھانا مکمل ہوجاتا ہے ، تو خشک فلم باقی بچنے کے خلاف مزاحمت کرتی ہے اور نیچے موجود تانبے کو ہٹانے کی ضرورت ہے۔ یہ پینل اب پٹی-اٹیچ-پٹی (ایس ای ایس) کے عمل سے گزرے گا۔ پینل کے خلاف مزاحمت چھین لی گئی ہے اور تانبے جو اب بے نقاب ہوچکے ہیں اور ٹن نے اسے ڈھک نہیں رکھا ہے اسے ختم کردیا جائے گا تاکہ سوراخوں اور دیگر تانبے کے نمونوں کے آس پاس صرف نشانات اور پیڈ باقی رہیں۔ خشک فلم کو ٹن چڑھا ہوا پینل سے ہٹا دیا جاتا ہے اور بے نقاب تانبے (ٹن کے ذریعہ محفوظ نہیں) کو مطلوبہ سرکٹری نمونہ چھوڑ کر کھینچا جاتا ہے۔ اس مقام پر ، بورڈ کی بنیادی سرکٹری مکمل ہوچکی ہے
▲ واپس ▲
مرحلہ 10: ٹانکا لگانا ماسک ، سلکس اسکرین ، اور سطح ختم
اسمبلی کے دوران بورڈ کو بچانے کے لئے ، ٹھوس ماسک مواد کو یو وی نمائش کے عمل کا استعمال کرتے ہوئے لگایا جاتا ہے جیسا کہ فوٹو اسٹراسٹ کے ساتھ استعمال کیا جاتا تھا۔ یہ ٹانکا لگانا ماسک گا بورڈ کی ساری سطح کا احاطہ کریں سوائے اس کے کہ دھات کے پیڈ اور خصوصیات کے جو سولڈرڈ ہوں گے۔ سولڈرڈ ماسک کے علاوہ ، جزو حوالہ ڈیزائنرز اور بورڈ کے دیگر نشانات بورڈ پر ریشم کی اسکریننگ کی جاتی ہیں۔ سولڈر ماسک اور سلکس اسکرین سیاہی دونوں تندور میں سرکٹ بورڈ بیک کرکے ٹھیک ہوجاتے ہیں۔
سرکٹ بورڈ کے پاس اس کی بے نقاب دھات کی سطحوں پر سطح کا اختتام بھی ہوگا۔ اس سے بے نقاب دھات کی حفاظت میں مدد ملتی ہے ، اور اسمبلی کے دوران سولڈرنگ آپریشن میں مدد ملتی ہے۔ سطح ختم ہونے کی ایک مثال یہ ہے گرم ہوا کا ٹانکا لگانا (HASL)۔ بورڈ کو پہلے اس کو سولڈر کے ل prepare تیار کرنے کے لئے بہاؤ کے ساتھ لیپت کیا جاتا ہے اور پھر پگھلے ہوئے سولڈر کے غسل میں ڈوبا جاتا ہے۔ چونکہ بورڈ کو سولڈرڈ غسل سے ہٹا دیا جاتا ہے ، گرم ہوا کا ایک اعلی دباؤ دھماکے اضافی سولڈر کو سوراخوں سے ہٹاتا ہے اور سطح کی دھات پر سولڈر کو ہموار کرتا ہے۔
سولڈر ماسک ایپلی کیشن
بورڈ کے دونوں اطراف ایک سولڈر ماسک لگایا جاتا ہے ، لیکن اس سے پہلے پینل کو ایپوسی سولڈر ماسک سیاہی سے ڈھانپ دیا جاتا ہے۔ بورڈز کو یووی لائٹ کا ایک فلیش ملتا ہے ، جو سولڈر ماسک سے گزرتا ہے۔ احاطہ شدہ حصے بغیر کسی نقصان کے رہیں گے اور اس کو ختم کیا جائے گا۔
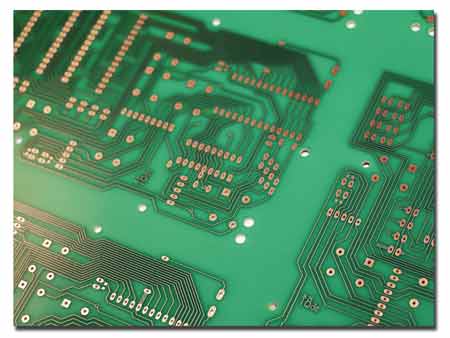
گرین کو معیاری ٹانکا لگانے والا ماسک رنگ منتخب کیا گیا تھا کیونکہ اس سے آنکھوں میں تناؤ نہیں آتا ہے۔ اس سے پہلے کہ مشینیں مینوفیکچرنگ اور جمع کرنے کے عمل کے دوران پی سی بی کا معائنہ کرسکیں ، یہ سب دستی معائنہ تھا۔ بورڈوں کو چیک کرنے کے لئے تکنیکی ماہرین کے لئے استعمال ہونے والی ٹاپ لائٹ گرین سولڈر ماسک کی عکاسی نہیں کرتی ہے اور یہ ان کی نظر کے لئے بہترین ہے۔
نام (سلیس اسکرین)
ریشم کی اسکریننگ یا پروفائلنگ پی سی بی پر تمام اہم معلومات کو چھپانے کا عمل ہے ، جیسے کارخانہ دار کی شناخت ، کمپنی کا نام جزو نمبر ، ڈیبگنگ پوائنٹس۔ یہ خدمت اور مرمت کے دوران کارآمد ہے۔

یہ بھی ہے پی سی بی مینوفیکچرنگ کا سب سے فنکارانہ عمل. تقریبا completed مکمل ہونے والا بورڈ انسانی پڑھنے کے قابل خطوط کی طباعت حاصل کرتا ہے ، عام طور پر اجزاء ، ٹیسٹ پوائنٹس ، پی سی بی اور پی سی بی اے پارٹ نمبرز ، انتباہی علامتوں ، کمپنی کے لوگوز ، ڈیٹ کوڈز اور کارخانہ دار کے نشانوں کی نشاندہی کرنے کے لئے استعمال ہوتا ہے۔
پی سی بی آخر کار کوٹنگ اور کیورنگ کے آخری مرحلے پر جاتا ہے۔
سونے یا چاندی کی سطح ختم
بورڈ میں اضافی ٹانکا لگانے کی اہلیت کو شامل کرنے کے لئے پی سی بی کو سونے یا چاندی سے چڑھایا گیا ہے ، جس سے سولڈر کے بانڈ میں اضافہ ہوگا۔
عمل میں ہر سطح کی تکمیل کا اطلاق تھوڑا سا مختلف ہوسکتا ہے لیکن اس میں پینل کو کیمیائی غسل میں ڈوبا کرنا شامل ہے تاکہ مطلوبہ تکمیل کے ساتھ کسی بھی بے نقاب تانبے کو کوٹ کیا جا سکے۔
پی سی بی تیار کرنے کے لئے استعمال ہونے والا آخری کیمیائی عمل سطح کی تکمیل کا اطلاق کر رہا ہے۔ جبکہ ٹانکا لگانا ماسک زیادہ تر سرکٹری کا احاطہ کرتا ہے ، سطح کو ختم کرکے باقی بے نقاب تانبے کے آکسیکرن کو روکنے کے لئے ڈیزائن کیا گیا ہے۔ یہ ضروری ہے کیونکہ آکسائڈائزڈ تانبے کو سولڈرڈ نہیں کیا جاسکتا۔ سطح کی بہت ساری ختمیاں ہیں جن کا اطلاق سرکٹ بورڈ پر کیا جاسکتا ہے۔ سب سے عام ہاٹ ایئر سولڈر لیول (HASL) ہے ، جو لیڈ اور لیڈ فری دونوں کے طور پر پیش کیا جاتا ہے۔ لیکن پی سی بی کی خصوصیات ، درخواست ، یا اسمبلی عمل پر انحصار کرتے ہوئے ، مناسب سطح کی تکمیل میں الیکٹرو لیس نکل وسرجن گولڈ (ENIG) ، نرم گولڈ ، ہارڈ گولڈ ، وسرجن چاندی ، وسرجن ٹن ، نامیاتی سودابریبل پرذیریوٹیٹو (OSP) ، اور دیگر شامل ہوسکتے ہیں۔
اس کے بعد پی سی بی کو سونے ، چاندی ، یا سیسہ سے آزاد HASL یا گرم ہوا ٹانکا لگانے والا لگاؤ ختم کرنے کے ساتھ چڑھایا جاتا ہے۔ ایسا اس لئے کیا گیا ہے کہ اجزاء تیار کردہ پیڈوں اور تانبے کی حفاظت کے لئے سولڈرڈ ہونے کے قابل ہوں۔
▲ واپس ▲
مرحلہ 12: برقی ٹیسٹ - فلائنگ تحقیقات کی جانچ
پتہ لگانے کے لئے حتمی احتیاط کے طور پر ، بورڈ کی کارکردگی کے لئے تکنیکی ماہرین کے ذریعہ جانچ کی جائے گی۔ اس مقام پر ، وہ پی سی بی کی فعالیت اور اس کے اصلی ڈیزائن کے مطابق ہونے کی تصدیق کے لئے خودکار طریقہ کار استعمال کرتے ہیں۔
عام طور پر ، بجلی کی جانچ کا ایک جدید ورژن کہا جاتا ہے فلائنگ تحقیقات کی جانچ جو ننگے سرکٹ بورڈ پر ہر نیٹ کی برقی کارکردگی کو جانچنے کے لئے جانچ پڑتال کرنے پر منحصر ہے بجلی کے ٹیسٹ میں استعمال ہوگا۔
کسی بھی شارٹس یا کھلنے کی نشاندہی کی جائے گی، آپریٹر کو یا تو مرمت کرنے کے قابل بنائے یا پی سی بی کو عیب دار کے طور پر خارج کردے۔ ڈیزائن کی پیچیدگی اور ٹیسٹ پوائنٹس کی تعداد پر انحصار کرتے ہوئے ، بجلی کا امتحان مکمل ہونے میں چند سیکنڈ سے لے کر متعدد گھنٹے تک کہیں بھی لگ سکتا ہے۔
نیز ، مختلف عوامل پر منحصر ہے جیسے ڈیزائن کی پیچیدگی ، پرت کی گنتی ، اور جزو کے خطرے والے عنصر ، کچھ گراہک کچھ وقت اور لاگت کی بچت کے لئے برقی جانچ کو ترک کرنے کا انتخاب کرتے ہیں۔ یہ آسان ڈبل رخا پی سی بی کے لئے ٹھیک ہوسکتا ہے جہاں بہت ساری چیزیں غلط نہیں ہوسکتی ہیں ، لیکن ہم کثیر پرت ڈیزائنوں پر برقی ٹیسٹ کی سفارش ہمیشہ پیچیدگی سے قطع نظر کرتے ہیں۔ (اشارہ: غیر متوقع غلطیاں ہونے سے بچنے کا ایک طریقہ یہ ہے کہ آپ کو اپنے ڈیزائنر فائلوں اور من گھڑت نوٹوں کے علاوہ "نیٹ لسٹ" بھی فراہم کرنا ہے۔)
▲ واپس ▲
مرحلہ 13: تانے بانے - پروفائلنگ اور وی اسکورنگ
ایک بار جب پی سی بی پینل نے بجلی کی جانچ مکمل کرلی ہے تو ، انفرادی بورڈ پینل سے الگ ہونے کے لئے تیار ہیں۔ یہ عمل کسی سی این سی مشین ، یا راؤٹر کے ذریعہ انجام دیا جاتا ہے ، جو ہر بورڈ کو پینل سے باہر مطلوبہ شکل اور سائز کی طرف لے جاتا ہے۔ عام طور پر استعمال شدہ روٹر بٹس 0.030 - 0.093 سائز میں ہیں اور اس عمل کو تیز کرنے کے ل multiple ، ہر ایک کی مجموعی موٹائی کے لحاظ سے ایک سے زیادہ پینلز کو دو یا تین زیادہ اسٹیک کیا جاسکتا ہے۔ اس عمل کے دوران ، CNC مشین مختلف روٹر بٹ سائز کی ایک قسم کا استعمال کرتے ہوئے سلاٹ ، چیمفرز ، اور beveled کناروں کو گھڑنے کے قابل بھی ہے۔
روٹنگ عمل ایک ہے گھسائی کرنے والی عمل جس میں مطلوبہ بورڈ کے سموچ کے پروفائل کو کاٹنے کیلئے ایک روٹنگ بٹ استعمال ہوتا ہے۔ پینل ہیں “پن اور سجا دیئے گئے"جیسا کہ پہلے" ڈرل "کے عمل کے دوران کیا گیا تھا۔ معمول کا اسٹیک 1 سے 4 پینل تک ہوتا ہے۔
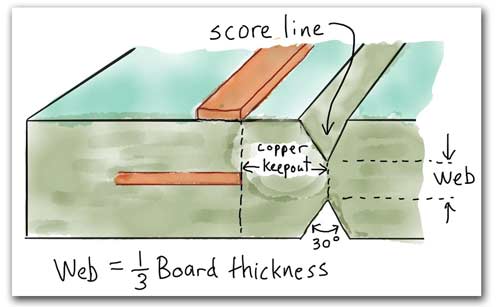
پی سی بی کو پروفائل کرنے اور انہیں پروڈکشن پینل سے کاٹنے کیلئے ، ہمیں کاٹنے کی ضرورت ہے ، جو اصل پینل سے مختلف بورڈ کاٹنا ہے۔ یہ طریقہ کار روٹر یا وی نالی کے استعمال پر کسی بھی مرکز کو استعمال کرتا ہے۔ ایک روٹر بورڈ کے کناروں کے ساتھ چھوٹے ٹیبز چھوڑ دیتا ہے جبکہ وی نالی بورڈ کے دونوں اطراف اخترن چینلز کو کاٹ دیتی ہے۔ دونوں طریقے بورڈ کو آسانی سے پینل سے پاپ آؤٹ کرنے کی اجازت دیتے ہیں۔
انفرادی چھوٹے بورڈوں کو روٹ کرنے کے بجائے ، پی سی بی کو ٹیبز یا اسکور لائنز والے متعدد بورڈوں پر مشتمل ارای کے طور پر روٹ کیا جاسکتا ہے۔ اس سے ایک ہی وقت میں متعدد بورڈوں کی آسانی سے اسمبلی جمع کرنے کی اجازت ہوتی ہے جبکہ اسمبلی مکمل ہونے پر اسمبلی کو انفرادی بورڈ کو توڑنے کے قابل بناتا ہے۔
آخر میں ، بورڈز کو صفائی ستھرائی ، تیز دھاروں ، بررز وغیرہ کی جانچ پڑتال کی جائیگی اور ضرورت کے مطابق صفائی کی جائے گی۔
مرحلہ 14: مائکروسیسیشن - اضافی مرحلہ
مائیکرو سیکشننگ (جسے کراس سیکشن بھی کہا جاتا ہے) پی سی بی مینوفیکچرنگ کے عمل میں ایک اختیاری مرحلہ ہے لیکن یہ ایک قابل قدر آلہ ہے جس کی تصدیق اور ناکامی کے تجزیہ مقاصد دونوں کے لئے پی سی بی کی داخلی تعمیر کو درست کرنے کے لئے استعمال کیا جاتا ہے۔ ماد .ے کی خوردبین جانچ کے لئے ایک نمونہ بنانے کے لئے ، پی سی بی کے ایک کراس سیکشن کو کاٹ کر ایک نرم ایکریلیل میں رکھا جاتا ہے جو اس کے آس پاس ہاکی پک کی شکل میں سخت ہوتا ہے۔ اس کے بعد اس حصے کو پالش اور ایک خوردبین کے نیچے دیکھا جاتا ہے۔ پلاٹائی کی موٹائی ، ڈرل کے معیار اور اندرونی باہم رابطوں کے معیار جیسے متعدد تفصیلات کی جانچ کرکے تفصیلی معائنہ کیا جاسکتا ہے۔

مرحلہ 15: حتمی معائنہ۔ پی سی بی کوالٹی کنٹرول
عمل کے آخری مرحلے میں ، انسپکٹرز ہر پی سی بی کو ایک محتاط چیک اپ کروائیں۔ منظوری کے معیار کے خلاف پی سی بی کو بصری جانچ کرنا۔ دستی بصری معائنہ اور AVI کا استعمال - پی سی بی کا جبر سے موازنہ کرتا ہے اور انسانی نظروں سے تیز رفتار جانچ پڑتال کی رفتار رکھتا ہے ، لیکن پھر بھی اسے انسانی تصدیق کی ضرورت ہے۔ تمام احکامات پر مکمل معائنہ بھی کیا جاتا ہے جس میں جہتی ، سولیریبلٹی وغیرہ شامل ہیں اس بات کا یقین کرنے کے لئے کہ مصنوعات ہمارے صارف کے معیار پر پورا اترتی ہے، اور پیک اور جہاز سے پہلے ، جہاز میں بہت سے جہاز میں 100٪ کوالٹی آڈٹ کیا جاتا ہے۔

● IPC-A-600 - چھپی ہوئی بورڈز کی قبولیت ، جو پی سی بی کی منظوری کے لئے ایک صنعت وسیع معیار کے معیار کی وضاحت کرتی ہے۔
● آئی پی سی 6012 - سخت بورڈز کے لئے اہلیت اور کارکردگی کی وضاحت ، جو سخت بورڈوں کی اقسام کا قیام کرتی ہے اور بورڈوں کی کارکردگی کی تین کلاسوں میں جعلی سازی کے دوران پورا کرنے کی ضروریات کو بیان کرتی ہے۔ کلاس 1 ، 2 اور 3۔
کلاس 1 پی سی بی کی محدود زندگی ہوگی اور جہاں ضرورت صرف اختتامی استعمال کی مصنوعات کی ہوتی ہے (مثال کے طور پر گیراج ڈور اوپنر)۔
کلاس 2 پی سی بی ایک ہوگا جہاں مستقل کارکردگی ، طویل زندگی ، اور بلاتعطل خدمات کی خواہش ہوتی ہے لیکن ضروری نہیں (مثال کے طور پر پی سی مدر بورڈ)۔
کلاس 3 پی سی بی میں اختتامی استعمال شامل ہوگا جہاں مطالبہ پر اعلی کارکردگی یا کارکردگی کو جاری رکھنا ناگزیر ہے ، ناکامی کو برداشت نہیں کیا جاسکتا ہے ، اور ضرورت کے وقت مصنوع کو چلنا چاہئے (مثلا flight فلائٹ کنٹرول یا دفاعی نظام)۔
▲ واپس ▲
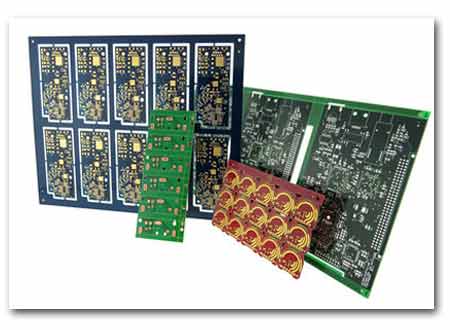
مرحلہ 16: پیکیجنگ - اپنی ضرورت کی خدمت کرتا ہے
بورڈز ایسے مواد کا استعمال کرتے ہوئے لپیٹ جاتے ہیں جو معیاری پیکیجنگ کے تقاضوں کی تعمیل کرتے ہیں اور پھر مطلوبہ ٹرانسپورٹ کے موڈ کا استعمال کرتے ہوئے بھیجے جانے سے پہلے باکسڈ کردیئے جاتے ہیں۔
اور جیسا کہ آپ اندازہ کر سکتے ہو ، پی سی بی کی کلاس اتنی ہی زیادہ ہوگی۔ عام طور پر ، کلاسوں کے مابین سخت سخت رواداری اور قابو پانے کی ضرورت ہوتی ہے جس کے نتیجے میں زیادہ قابل اعتماد پروڈکٹ حاصل ہوتا ہے۔
قطع نظر اس کی کلاس سے قطع نظر ، پن گیج کے ساتھ سوراخ کے سائز کی جانچ پڑتال کی جاتی ہے ، سولڈر ماسک اور علامات کی مجموعی طور پر پیشی کے لئے ضعف سے جانچ پڑتال کی جاتی ہے ، سولڈر ماسک کو جانچنے کے لئے جانچ پڑتال کی جاتی ہے کہ پیڈ پر کوئی تجاوزات ہے یا نہیں ، اور سطح کی کوالٹی اور کوریج ہے۔ ختم کی جانچ کی جاتی ہے۔
آئی پی سی معائنہ کے رہنما خطوط اور ان کا پی سی بی کے ڈیزائن سے کس طرح کا تعلق ہے پی سی بی ڈیزائنرز کے ساتھ واقف ہونے کے لئے یہ بہت ضروری ہے ، ترتیب دینے اور مینوفیکچرنگ کا عمل بھی ضروری ہے۔
تمام پی سی بی برابر نہیں بنتے ہیں اور ان رہنما خطوط کو سمجھنے سے یہ یقینی بنانے میں مدد ملے گی کہ تیار کردہ مصنوعات جمالیات اور کارکردگی دونوں کے ل your آپ کی توقعات پر پورا اترتا ہے۔
اگر تم ہو کسی بھی مدد کی ضرورت ہے ساتھ پی سی بی ڈیزائن یا پر سوالات ہیں پی سی بی کے مینوفیکچرنگ اقدامات، براہ مہربانی بلا جھجک FMUSER کے ساتھ اشتراک کریں, ہم ہمیشہ فہرست سازی کرتے ہیں!

شیئرنگ کیئرنگ ہے!
▲ واپس ▲
